


ABS:Acrylonitrile Butadene Styrene(丙烯晴-丁二烯-苯乙烯共聚合物),材料容易成型,流动性及电气性能优良。于键帽制做而言:ABS材料易于加工、着色方便、光泽性好。缺点是硬度稍逊,相对来说不耐磨损,触面会变光滑高亮,也就是俗称的“打油”。

PBT:Polybothlene Terephthalate(聚对苯二甲酸乙丁二醇酯),材料耐高温且硬度高,有着“白色岩石”的美誉。PBT材料制成的键帽硬度高自然也耐磨损,加之大部分PBT键帽采用电火花表面处理,较重颗粒感又提高了耐磨损表现。

POM:Polyoxymethylene(聚氧化甲烯树脂),耐磨性优异、自身具润滑性且极为强韧,也因此俗称赛钢或夺钢。POM材料较硬的质地可以在很长的一段时间里保持原始的表面不被磨花磨滑。不过POM很难实现像白色这样的浅色彩要求,所以POM键帽基本以为黑色为主。

PC:Polycarbonate(聚碳酸酯),材料强度一般不是很耐磨损,但有着突出的透光度表现,配合可着色的优点可以制成各色透明键帽。



其他材质,像是金属、树脂、黏土这些材料也可以拿来制作键帽,不过由于其材料特性和价格成本,一般都是以制作个性键帽为主。这类键帽多半以CNC、手工滴胶等复杂工艺制造,或是色彩艳丽、或是外形酷炫、又或是小中见大,和普通键帽形成了鲜明对比,十分彰显个性。
主题构成

基于一把标准的美式键盘配列,我们将字母区的任意一颗键帽视为标准的1u长度,其余键帽按照1u长度的倍数来标记,比如常规的空格长度是6.25u、Ctrl键长度为1.25u、退格键长度就是2u。80%(87键)、60%(61键)这两个配列是基于全尺寸标准美式键盘直接舍去某一键区得到的产物,所以是可以和104键/108键这种全尺寸键盘通用键帽的。
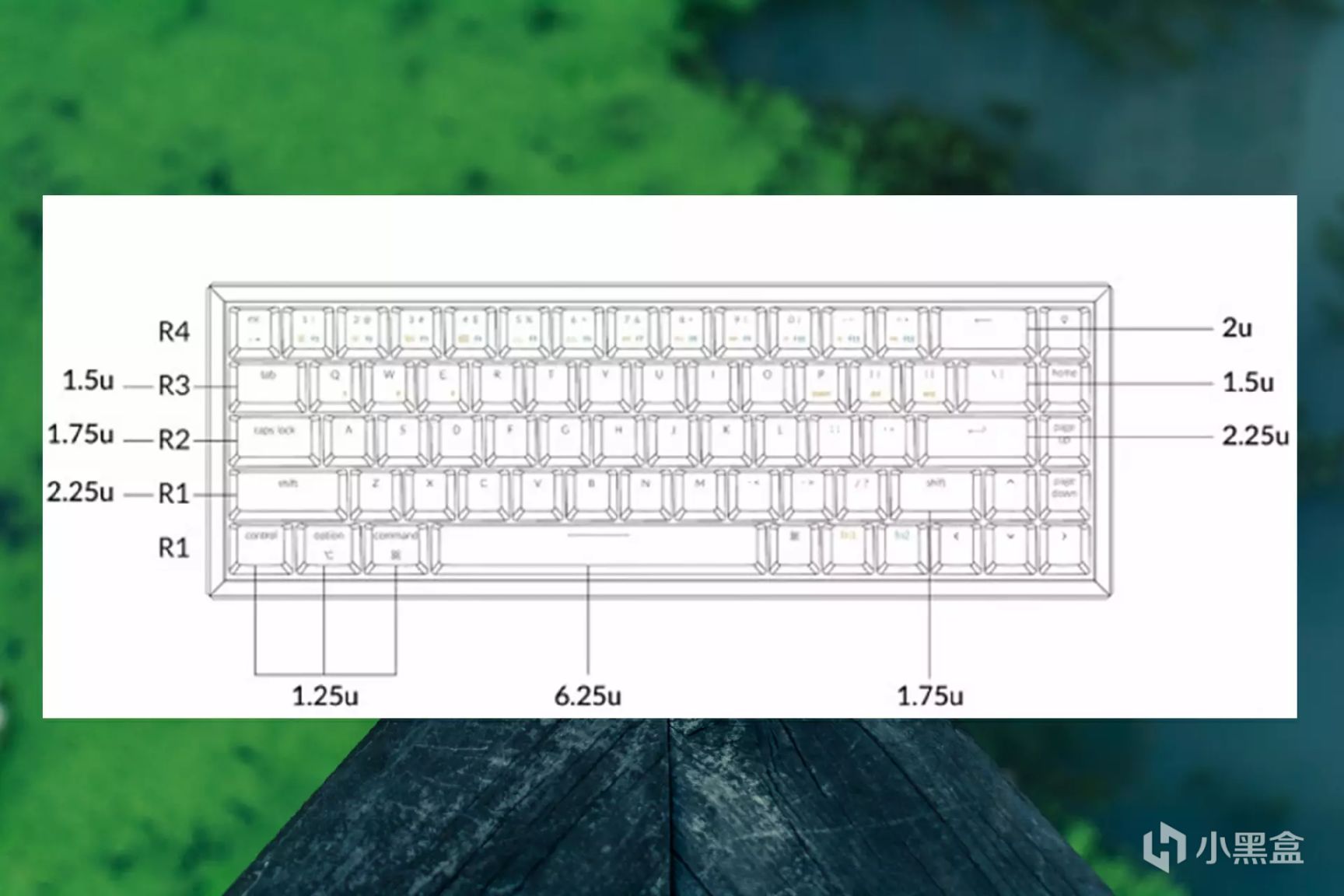
但碰上90%、75%、65%这些特殊配列,很多按键的长度就发生了变化,或是Shift键变短、或是Ctrl键变短。拿68键键盘来说,相比标准配列,右shift缩短为1.75u,空格右侧三颗功能键也都缩短为1u。那么给这些配列特殊的键盘完美的更换键帽,一定要注意键帽里面有没有增补键帽。
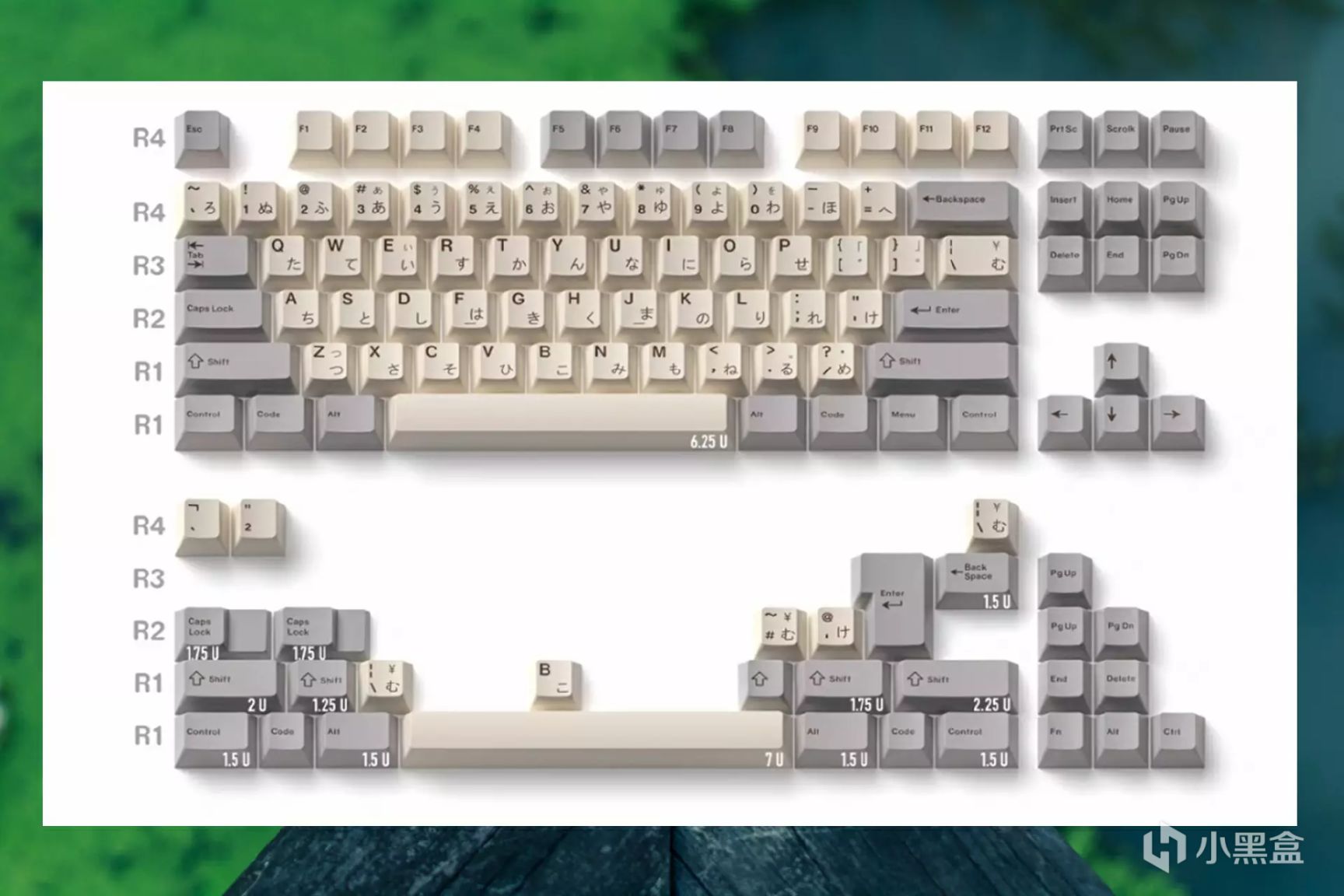
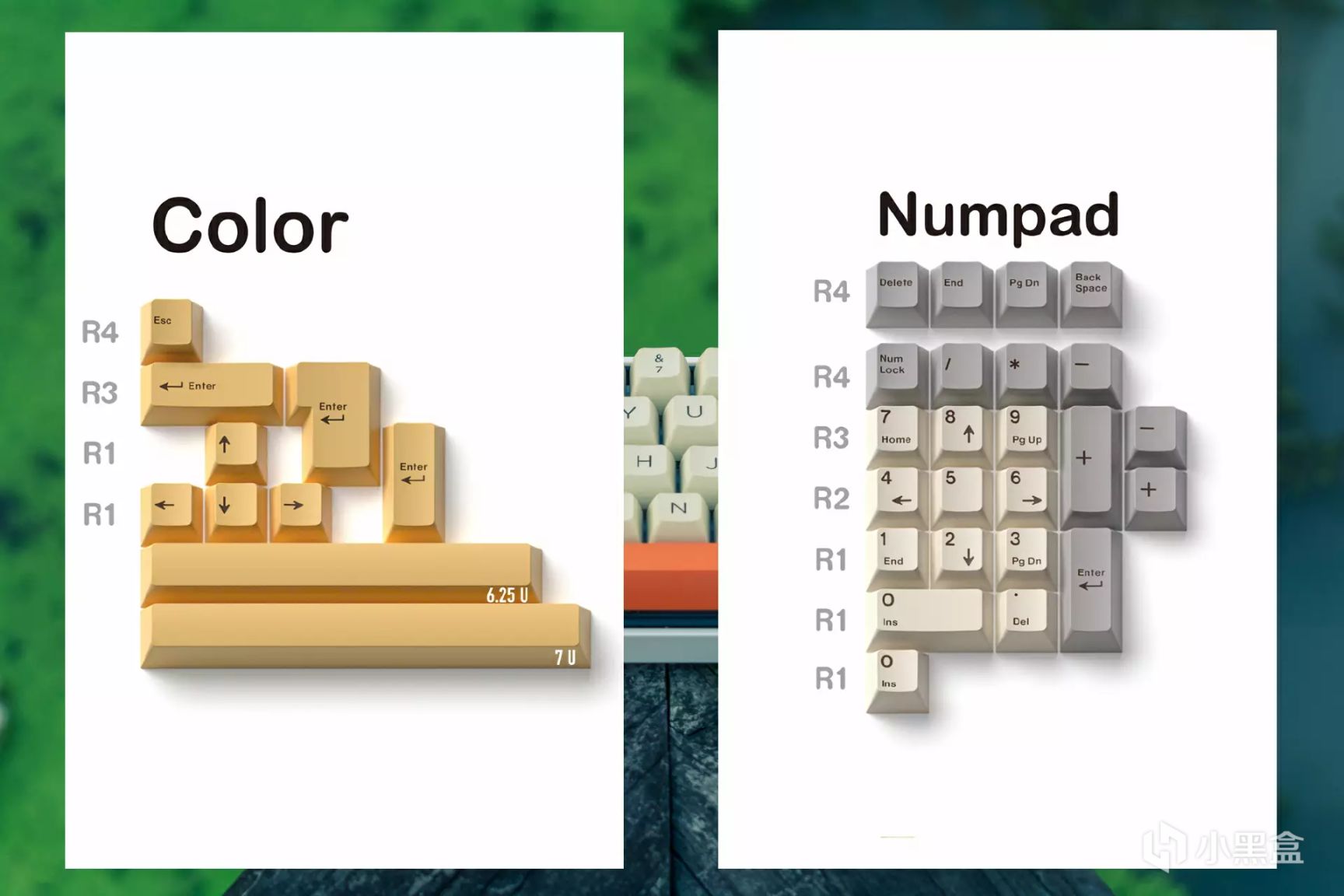
以键帽馆在售的奶灰黄沙漠主题键帽举例子,他的基础键帽基本满足了80%、75%、65%、60%配列的使用需求,但是你给980键盘、90%以及全尺寸键盘更换键帽的时候,就需要额外购置数字区键帽。或者感觉键盘奶灰色调有些单调,可以购买彩色增补键帽来点缀键盘。
键帽工艺
二色工艺

双色注塑工艺一般是指用注塑模具一次性实现两种材料的注塑工艺,这两种材料可以颜色不同、软硬各异。注塑模具的后模可以快速更换,生产键帽成本低出货快,当下量产键盘键盘上的二色键帽基本都是双色注塑工艺的。当然,这个工艺也可以用来生产透光键帽,只需要将有颜色的字符材料更换成透明材质既可。

二次成型是先在第一个单色注塑模具上做出一个颜色塑胶件,然后手工放进第二个模具进行注塑成型,需要两次注塑才能实现二色工艺。由于是手工控制二次出模所以出货慢成本高,但字符精细度也是其他工艺不能及的,GMK、Domikey等键帽厂商就坚持二次成型工艺。

双色注塑和二次成型工艺的区别可以通过键帽菊花柱来进行分辨:双色注塑工艺的菊花柱和键帽字符颜色一致,底部是一片整色;二次成型工艺的菊花柱和键帽底色一致,且底部有进胶注塑的横纹。
热升华工艺
这个工艺是利用树脂油墨遇高温后染料升华的特性,使油墨升华进入塑料材质内部进而凝华,一道达到图案的印制。由于高温的制作工艺会出现三个问题:一是热升华工艺和不耐高温的ABS材料无缘;二是空格键这类大键位键位高温中会形变微微弯曲;三就是字符会出现晕散现象,不如二色工艺的清晰锐利。

热升华的特性,注定了很难在深色系的键帽素材印刷上浅色系的字符图案,这就出现了五面热升华,将深色背景连同浅色字符图案一同印制到白色的键帽底坯上,让键帽的五个面都覆盖上深色背景,当然这使得五面热升华的难度、成本、不良率都要比单面热升华高很多。
激光工艺

激光镭雕工艺就是使用激光仪器对键帽表面进行烧蚀,经过烧蚀的部分会呈现与键帽本身相反的色调,也就形成了字符。蚀刻工艺最大的缺点就是字符会略高于键帽表面,特别是深色系键帽浅色字符的,表层磨损后呈现出灰色色调,显得脏兮兮的。

喷涂蚀刻工艺常见于背光键盘的透光键帽上,通过在透明或是半透明材质的键帽底坯上喷涂不透明的涂料,然后在键帽表面镭雕蚀刻出字符,这些字符部位露出原本的透明/半透明的基底,就成了透光键帽。优点是透光效果好,字体显示清晰;缺点就是涂层不耐磨损,且类肤质感很容易沾染灰尘、痕迹。
印刷工艺

丝网印刷工艺的原理就是将特质的丝网覆盖在键帽之上,其中字符部分是镂空的,然后使用油墨在丝网上刮过,这样一来就可以在键帽上印上字迹。缺点非常明显,就是字符相对不耐磨损,所以现在丝网印刷工艺也只出现在键帽的侧刻字符上。

正是有鉴于丝网印刷工艺的缺点,于是出现了UV覆膜技术。UV覆膜技术是在丝网印刷完字符以后再给键帽刷上一层塑胶膜,这层塑料保护膜覆盖在印刷字符上可以缓和长时间使用对字符的磨损。
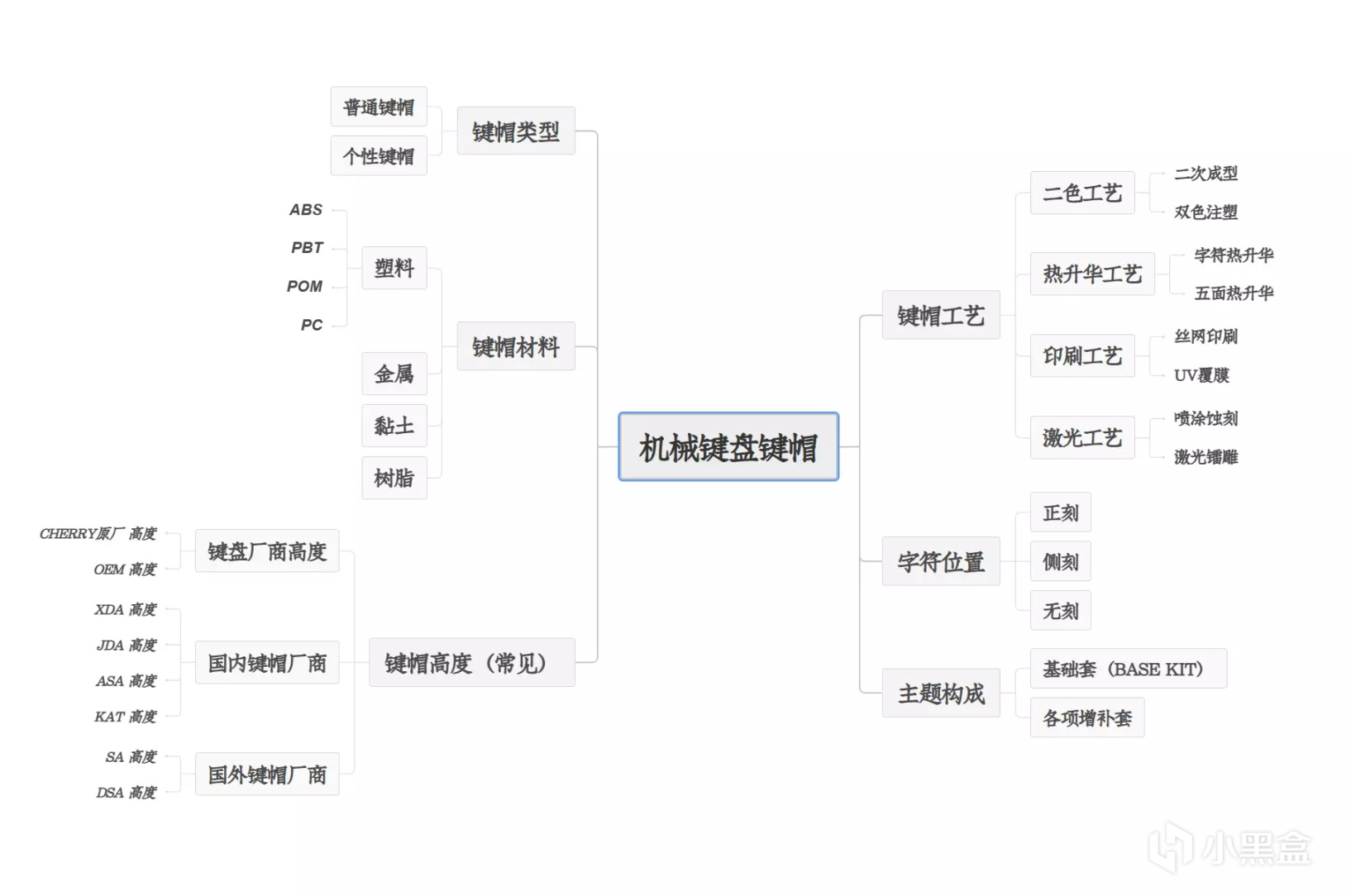
键帽高度
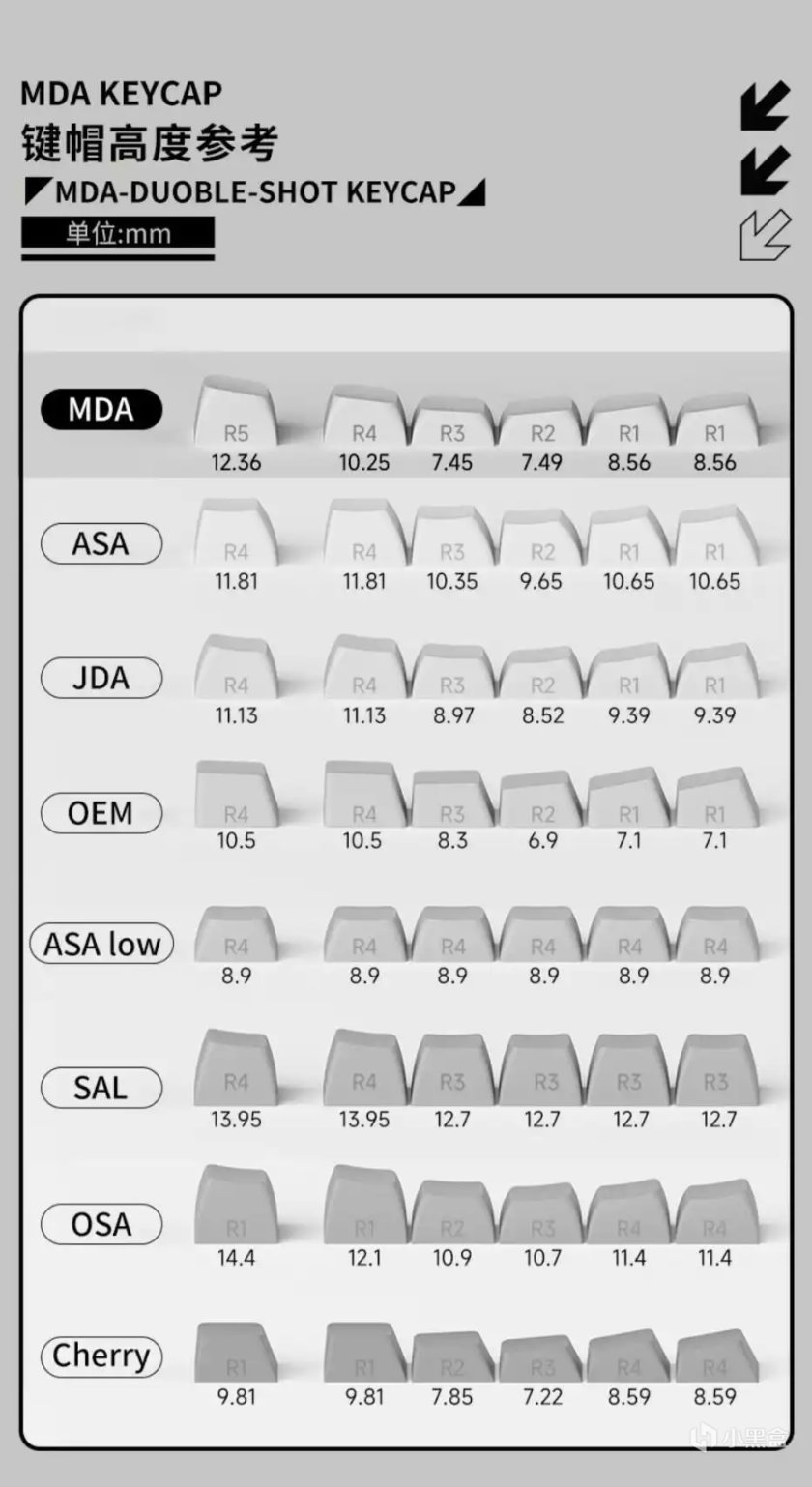
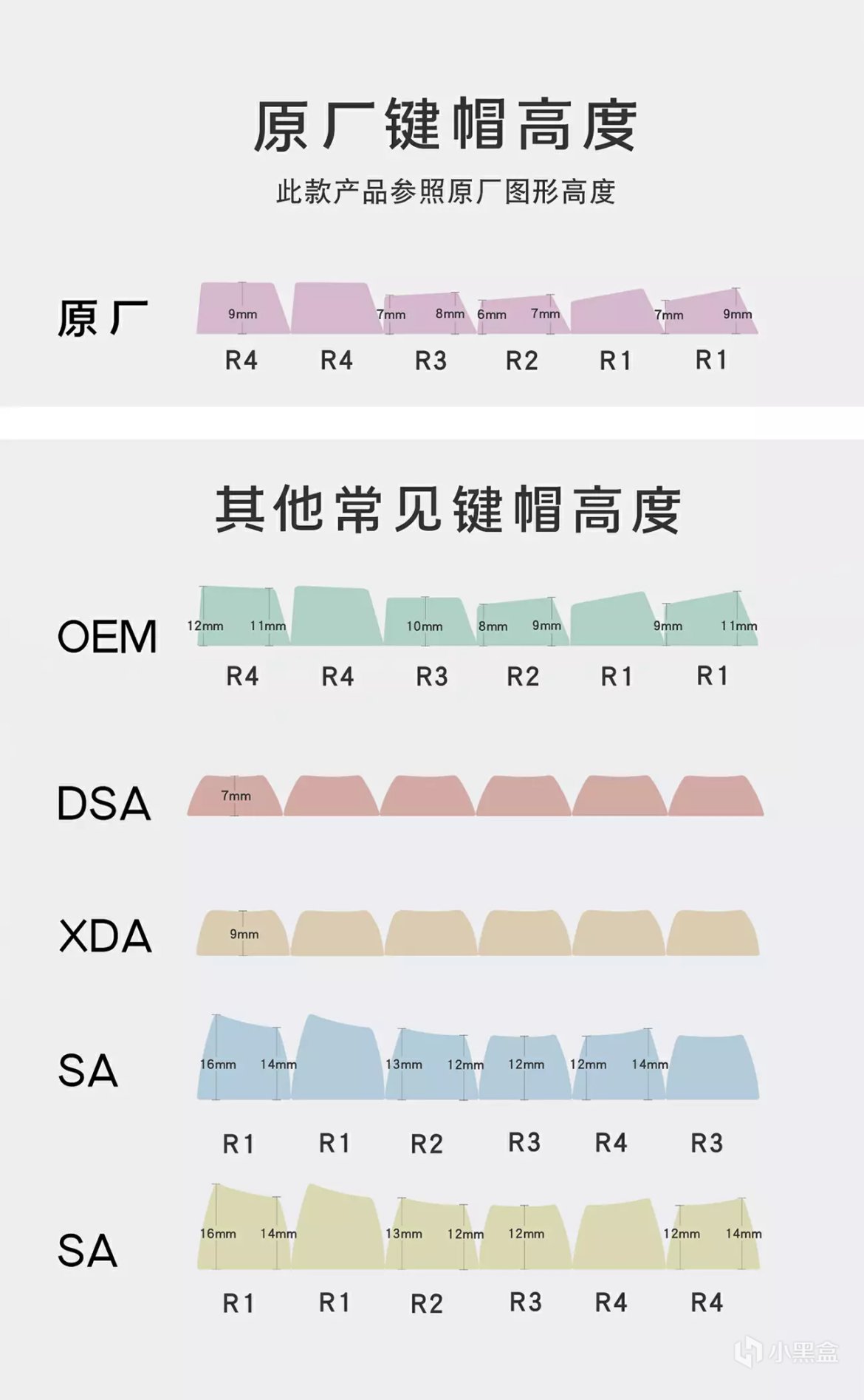
所谓键帽高度不仅仅是指某一颗键帽的物理高度数据,其包含的是键帽整体的形状。严谨的定义,这个“高度”描述的是一套键帽外形参数的集合。键帽高度从最早的CHERRY原厂高度经由键帽厂商SP和键盘代工厂发展相继出现了SA高度、DSA高度、OEM高度,再经过国产厂商的大力开拓,出现了KAT高度、ASA高度、XDA高度、MDA高度等等,现在可以说是百花齐放。
在众多高度键帽中,CHERRY原厂高度键帽天生高人一等,拥有着与生俱来的优势。目前比较好的键帽基本都是这个高度,像GMK、JTK、Domikey、PBTFANS这些厂商的键帽都以原厂高度为主。
OEM高度键帽从名称理解,那就是代工厂键帽高度。OEM高度整体是高于原厂高度的。目前键帽厂商已经不乐意生产,大多存在于量产机械键盘上。
SA高度、DSA高度因美国键帽厂商SP公司而著名,相较原厂高度、OEM高度键帽方正的外形,SA高度、DSA高度键帽的侧边和触面都具有一定的弧度,造型看上去更为圆润,也被称作球帽。SA高度键帽非常高、DSA高度键帽又比较矮平,都属于是适合拍照不适合使用的键帽。
KAT高度、ASA高度、XDA高度、MDA高度则是国产键帽厂商近几年推出的新高度,从高度参数来看,基本可以视作是球帽化的原厂高度、OEM高度以及对SA高度、DSA高度进行合理修改的产物,相对来说让球帽更加贴合国人的使用需求。
一般来说:原厂高度键帽是最合适的键帽高度,毕竟人家接受了历史的考验。当然你要是喜欢球帽,MDA高度、JDA高度这种专门针对国人使用习惯优化的球帽高度是值得入手的。个人不是很推荐SA高度、DSA高度和XDA高度的球帽,前者是过高需要搭配手托使用,后两者是等高平胸不利好输入。
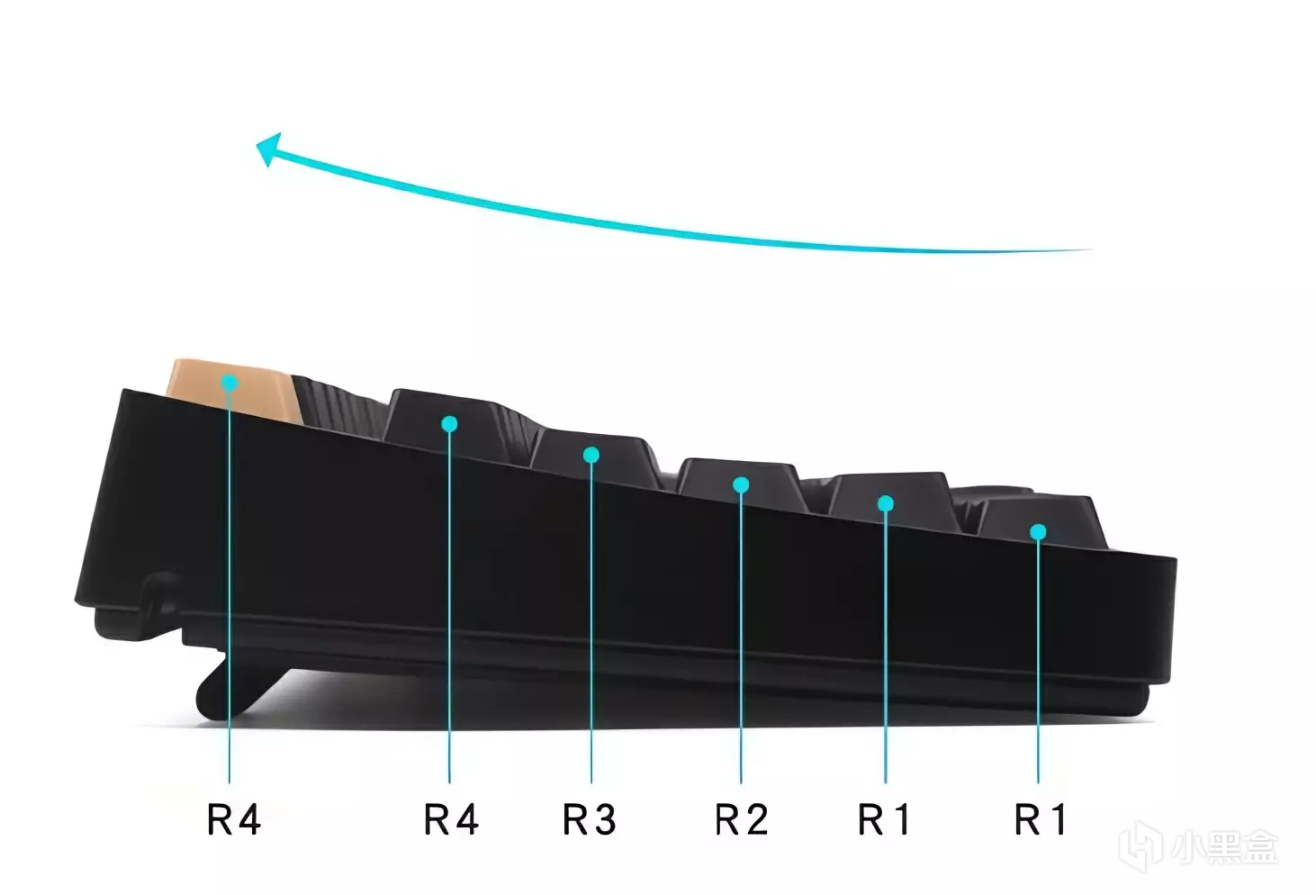
在一套完整的键帽中,键帽不是单纯的等高,而是有着不同的梯度及高度排列,也就是R1、R2、R3、R4高度排列。早期CHERRY将键盘从下到上的六行键帽分别称为ABCDEF高度,随着时间的发展,F高和A高相继凉凉退出舞台,剩下BCDE逐渐演化成为R1-R4。
键盘上约定俗成:空格一排、SHIFT一排为R1,CapsLock一排为R2,Tab一排为R3,数字区、F区一排为R4。

不过在GMK、SP、PBTFANS这些键帽厂商的渲染图里,R1-R4 的定义却又是颠倒过来的,可以参考下图PBTFANS的KABUKI-CHO歌舞伎町主题键帽渲染图标注,空格一排、Shift一排被标注成为R4了。
总结
各位盒友,在选购键帽的时候,我们不要走入“PBT不打油”、“PBT就是比ABS好”的误区,要知道好的ABS键帽打油情况可能还比普通的PBT键帽慢一些,还有就是PBT键帽也架不住硫酸手用户的蹂躏,半年不到照样打油。个人比较推荐二色工艺和热升华工艺的键帽,这两个工艺产出的键帽字符不会轻易磨损,同时也有着不错的主题搭配和色彩呈现。
随着工艺的进步和成本的降低,二色工艺和热升华工艺逐渐成了目前键帽市场的主流工艺,价格也从以前动辄500、600元下降至100多元,目前也都开始进入对普通消费者的挖掘阶段。#键鼠推荐##科普##机械键盘##客制化键盘##键帽推荐#
#免责声明#
①本站部分内容转载自其它媒体,但并不代表本站赞同其观点和对其真实性负责。
②若您需要商业运营或用于其他商业活动,请您购买正版授权并合法使用。
③如果本站有侵犯、不妥之处的资源,请联系我们。将会第一时间解决!
④本站部分内容均由互联网收集整理,仅供大家参考、学习,不存在任何商业目的与商业用途。
⑤本站提供的所有资源仅供参考学习使用,版权归原著所有,禁止下载本站资源参与任何商业和非法行为,请于24小时之内删除!

